
Phthalocyanine green stands as one of the most revolutionary organic pigments in modern paint and dye formulations, fundamentally transforming how manufacturers approach color stability, environmental sustainability, and cost-effectiveness. This synthetic copper phthalocyanine complex has redefined industry standards through its exceptional lightfastness, chemical resistance, and vibrant color properties that remain consistent across diverse application conditions. Understanding what makes phthalocyanine green a true game-changer requires examining its unique molecular structure, superior performance characteristics, and the specific advantages it delivers over traditional green pigments in both paint and dye applications.
The transformative impact of phthalocyanine green extends beyond simple color reproduction, addressing critical challenges that have historically limited the performance and longevity of green-colored products in demanding industrial and consumer applications. Through its advanced chemical composition and manufacturing precision, this pigment has enabled paint and dye manufacturers to achieve unprecedented levels of color consistency, fade resistance, and processing stability while simultaneously reducing production costs and environmental impact. The game-changing nature of phthalocyanine green becomes evident when analyzing its performance across multiple industry sectors and its ability to outperform conventional alternatives in real-world conditions.

Revolutionary Chemical Structure and Composition
Advanced Molecular Architecture
The game-changing properties of phthalocyanine green originate from its sophisticated molecular structure, which features a central copper atom coordinated within a planar macrocyclic ring system containing four isoindole units. This unique architectural arrangement creates exceptional electronic stability and light absorption characteristics that distinguish phthalocyanine green from conventional green pigments derived from chrome oxide or other inorganic compounds. The molecular planarity enables tight crystal packing and strong intermolecular interactions, resulting in superior color strength and thermal stability that maintains performance across extensive temperature ranges.
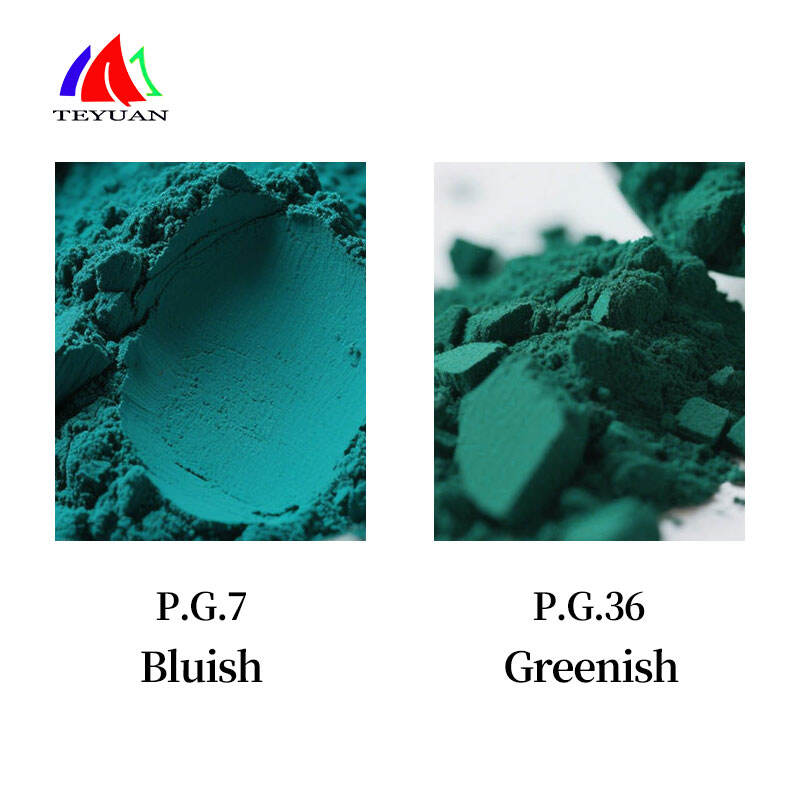
The copper coordination center in phthalocyanine green provides critical stability against oxidation and chemical degradation while contributing to the pigment's characteristic blue-green hue and exceptional lightfastness properties. This coordination complex remains stable under UV radiation, preventing the color fading and chemical breakdown that commonly affect organic dyes and less sophisticated pigment systems. The macrocyclic ring structure distributes electron density evenly throughout the molecule, creating consistent optical properties and resistance to environmental factors that typically compromise pigment performance in paint and dye applications.
Crystal Structure Excellence
The crystalline form of phthalocyanine green demonstrates remarkable uniformity and stability, characteristics that directly contribute to its game-changing performance in manufacturing processes and end-use applications. The pigment forms well-defined crystal structures with controlled particle size distributions that ensure consistent color development and dispersion properties across different formulation systems. This crystalline excellence enables manufacturers to achieve reproducible color matching and maintain batch-to-batch consistency, critical factors in commercial paint and dye production where color variation can result in significant quality control issues.
Advanced crystal engineering techniques used in phthalocyanine green production optimize particle morphology and surface characteristics to enhance compatibility with various binder systems and application methods. The controlled crystallization process produces particles with optimal aspect ratios and surface energies that facilitate uniform dispersion without requiring excessive grinding or processing energy, reducing manufacturing costs while improving final product quality. These crystalline properties also contribute to the pigment's exceptional stability under mechanical stress and thermal processing conditions commonly encountered in industrial paint and dye operations.
Superior Performance Characteristics
Exceptional Lightfastness and Weather Resistance
Phthalocyanine green achieves game-changing status through its outstanding lightfastness properties that significantly exceed the performance of traditional green pigments in outdoor and high-exposure applications. The pigment demonstrates exceptional resistance to UV degradation, maintaining color integrity and saturation even after prolonged exposure to intense sunlight and harsh weather conditions. This superior lightfastness stems from the inherent stability of the phthalocyanine molecular structure and the protective coordination of the copper center, which prevents photochemical reactions that typically cause color fading in conventional organic and inorganic green pigments.
Weather resistance testing consistently demonstrates that phthalocyanine green maintains its original color characteristics through extended exposure cycles that would severely degrade alternative pigment systems. The pigment's resistance to atmospheric pollutants, acid rain, and temperature fluctuations makes it particularly valuable for architectural coatings, automotive finishes, and industrial applications where long-term color retention is critical. This weather stability translates directly into extended product lifecycles and reduced maintenance requirements, providing significant economic advantages for end users and establishing phthalocyanine green as the preferred choice for demanding exterior applications.
Chemical Resistance and Processing Stability
The chemical resistance properties of phthalocyanine green represent another game-changing advantage, enabling its use in applications where conventional green pigments would quickly deteriorate or cause formulation instability. This pigment demonstrates exceptional resistance to acids, alkalis, solvents, and other chemicals commonly encountered in paint and dye manufacturing processes and end-use environments. The chemical inertness of phthalocyanine green prevents unwanted reactions with binder systems, additives, and environmental contaminants that could compromise color stability or cause performance degradation over time.
Processing stability represents a critical advantage that distinguishes phthalocyanine green from less robust alternatives, particularly in high-temperature applications such as powder coatings, plastic colorants, and textile dyeing processes. The pigment maintains its molecular integrity and color properties at elevated temperatures that would cause decomposition or color shifts in conventional organic pigments. This thermal stability enables manufacturers to utilize standard processing equipment and temperatures without special accommodation or reduced processing speeds, maintaining production efficiency while achieving superior color performance in the finished products.
Economic and Environmental Advantages
Cost-Effectiveness and Manufacturing Efficiency
The economic advantages of phthalocyanine green extend beyond initial material costs to encompass significant savings in manufacturing processes, quality control, and long-term performance requirements that make it a truly game-changing solution for paint and dye applications. The high tinting strength of phthalocyanine green allows manufacturers to achieve desired color depths with smaller pigment loadings compared to conventional alternatives, reducing raw material costs while maintaining or improving color performance. This efficiency advantage becomes particularly significant in large-volume production where even small percentage reductions in pigment usage translate into substantial cost savings.
Manufacturing efficiency improvements with phthalocyanine green include reduced grinding time, improved dispersion characteristics, and enhanced batch consistency that minimize production delays and quality control rejections. The pigment's stability during processing eliminates the need for special handling procedures or modified processing parameters that could increase production costs or reduce throughput. These operational advantages, combined with the extended service life of products containing phthalocyanine green, create compelling economic justification for manufacturers transitioning from traditional green pigment systems.
Environmental Sustainability and Regulatory Compliance
Environmental sustainability represents a crucial game-changing aspect of phthalocyanine green, addressing increasing regulatory pressures and market demands for eco-friendly colorant solutions in paint and dye applications. Unlike many traditional green pigments that contain heavy metals or toxic compounds, phthalocyanine green offers excellent color performance without environmental hazards, supporting manufacturer compliance with increasingly stringent environmental regulations. The pigment's non-toxic nature and environmental stability make it suitable for applications requiring food contact approval or use in environmentally sensitive areas.
The production process for phthalocyanine green generates minimal hazardous waste compared to traditional pigment manufacturing methods, contributing to reduced environmental impact throughout the supply chain. Additionally, the extended service life of products containing phthalocyanine green reduces the frequency of repainting or replacement cycles, minimizing overall material consumption and waste generation. These environmental advantages position phthalocyanine green as an essential component in sustainable manufacturing strategies and green building certification programs that increasingly influence market specifications and purchasing decisions.
Application-Specific Performance Benefits
Paint Formulation Advantages
In paint formulations, phthalocyanine green delivers game-changing performance through its exceptional compatibility with diverse binder systems and its ability to maintain color consistency across different application methods and substrate types. The pigment's uniform particle size distribution and controlled surface properties enable smooth, streak-free application with excellent hiding power and color development. These characteristics are particularly valuable in architectural coatings where appearance quality and coverage efficiency directly impact customer satisfaction and application costs.
The thermal stability of phthalocyanine green proves essential in high-performance paint systems such as industrial maintenance coatings, automotive finishes, and aerospace applications where temperature resistance and color retention are critical requirements. The pigment maintains its performance characteristics throughout the paint curing process and subsequent service conditions, preventing color shifts or degradation that could compromise the protective or aesthetic functions of the coating system. This reliability makes phthalocyanine green the preferred choice for demanding applications where performance failure could result in significant economic or safety consequences.
Dye Application Excellence
Phthalocyanine green demonstrates remarkable versatility in dye applications, offering game-changing performance in textile dyeing, printing inks, and specialty coloration processes where conventional green dyes often fail to meet performance requirements. The pigment's molecular structure enables excellent compatibility with various dyeing systems while maintaining color brilliance and fastness properties that exceed industry standards. In textile applications, phthalocyanine green provides superior wash fastness, light resistance, and color consistency that ensure long-lasting appearance quality in finished garments and fabric products.
Printing ink applications particularly benefit from the exceptional flow properties and color strength of phthalocyanine green, enabling high-quality reproduction with excellent print density and color gamut coverage. The pigment's stability under UV curing conditions and compatibility with various ink vehicles make it suitable for advanced printing processes including digital inkjet, screen printing, and offset lithography. These performance characteristics support consistent color reproduction across different printing platforms and enable manufacturers to achieve premium quality results in demanding commercial and packaging applications.
FAQ
What specific properties make phthalocyanine green superior to chrome oxide green in paint applications?
Phthalocyanine green offers significantly higher tinting strength, better lightfastness, and superior color brilliance compared to chrome oxide green, while also providing enhanced processing stability and compatibility with modern paint systems. Unlike chrome oxide green, phthalocyanine green maintains consistent color properties across different binder systems and application conditions without the environmental concerns associated with chromium-containing compounds.
How does the cost-effectiveness of phthalocyanine green compare to traditional green pigments over the product lifecycle?
While phthalocyanine green may have higher initial material costs, its superior tinting strength allows lower usage rates, and its exceptional durability extends product lifecycles significantly, resulting in lower total cost of ownership. The reduced need for reapplication or maintenance, combined with improved manufacturing efficiency and quality consistency, typically provides substantial long-term economic advantages over conventional alternatives.
Can phthalocyanine green be used in food-contact applications and environmentally sensitive areas?
Yes, phthalocyanine green meets stringent safety requirements for food-contact applications and is considered environmentally safe due to its non-toxic composition and chemical stability. The pigment does not contain heavy metals or hazardous substances that could migrate or leach under normal use conditions, making it suitable for packaging, food processing equipment, and applications in environmentally protected areas.
What processing advantages does phthalocyanine green offer in high-temperature manufacturing applications?
Phthalocyanine green demonstrates exceptional thermal stability, maintaining its color and chemical properties at temperatures exceeding 300°C, which enables its use in powder coating, plastic processing, and other high-temperature manufacturing processes without special processing modifications. This stability eliminates the color shifts and degradation issues commonly experienced with temperature-sensitive organic pigments, ensuring consistent quality in demanding manufacturing environments.
Table of Contents
- Revolutionary Chemical Structure and Composition
- Superior Performance Characteristics
- Economic and Environmental Advantages
- Application-Specific Performance Benefits
-
FAQ
- What specific properties make phthalocyanine green superior to chrome oxide green in paint applications?
- How does the cost-effectiveness of phthalocyanine green compare to traditional green pigments over the product lifecycle?
- Can phthalocyanine green be used in food-contact applications and environmentally sensitive areas?
- What processing advantages does phthalocyanine green offer in high-temperature manufacturing applications?